Ошибка в длине конвейерной ленты — это либо лишние деньги за неиспользуемый отрезок, либо нехватка материала и повторный заказ с простоем конвейера. Расчёт занимает 5 минут, если знать исходные данные и правильную формулу. Разберём все случаи: от простого горизонтального конвейера с двумя барабанами до сложных трасс с отклоняющими роликами.
Что нужно знать перед расчётом
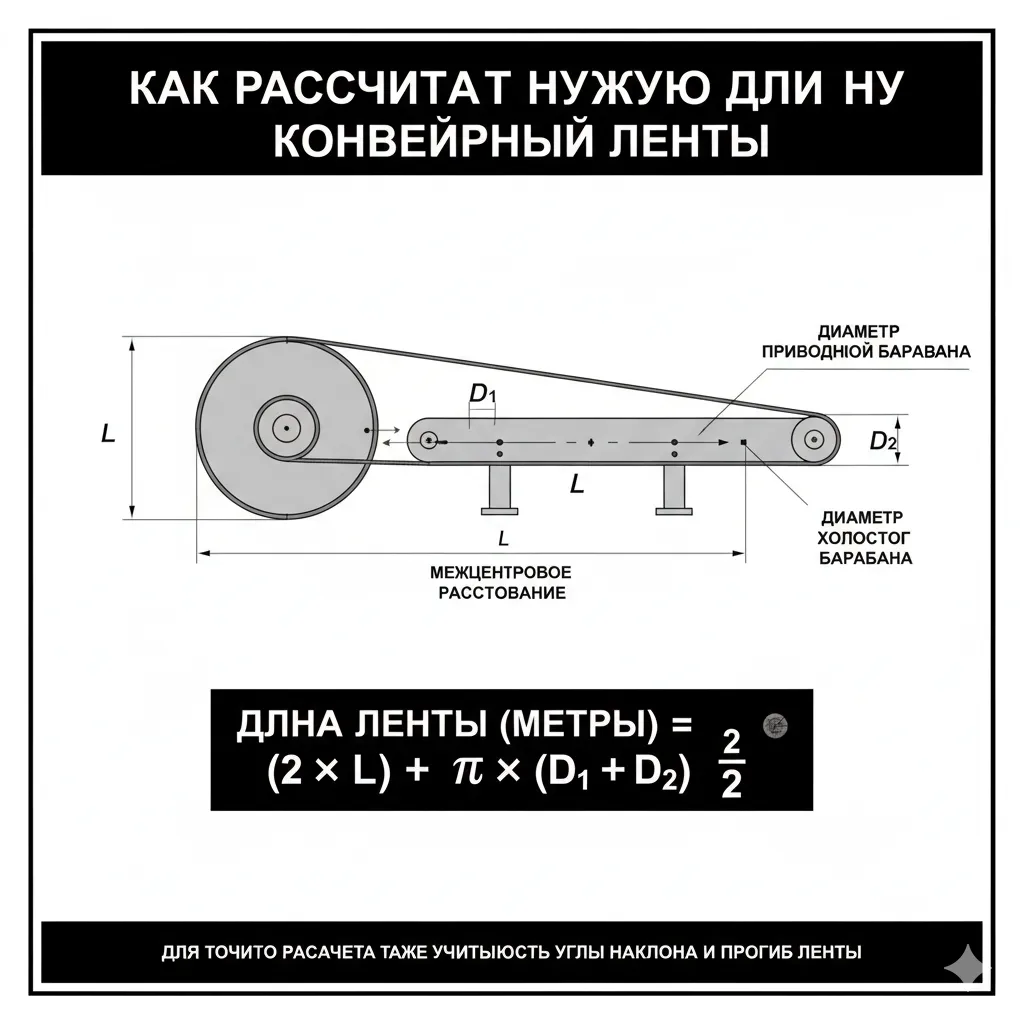
Для определения длины ленты необходимо измерить или найти в документации на конвейер четыре параметра:
- А — межосевое расстояние (расстояние между центрами приводного и натяжного барабанов), м.
- D₁ — диаметр приводного барабана, м.
- D₂ — диаметр натяжного барабана, м.
- Наличие и расположение отклоняющих барабанов (если есть).
Дополнительно нужно знать тип стыковки (вулканизация или механическое соединение) — от этого зависит запас по длине.
Формула для простого конвейера (два барабана)
Большинство промышленных конвейеров имеют простую схему: приводной барабан + натяжной барабан + две ветви ленты между ними. Для такого случая длина ленты рассчитывается по формуле:
L = 2A + π × (D₁ + D₂) / 2
Где L — длина ленты, А — межосевое расстояние, D₁ и D₂ — диаметры барабанов, π = 3,1416.
Если диаметры обоих барабанов одинаковы (D₁ = D₂ = D), формула упрощается:
L = 2A + π × D
Пример расчёта
Исходные данные: межосевое расстояние А = 12 м, приводной барабан D₁ = 0,5 м, натяжной барабан D₂ = 0,4 м.
L = 2 × 12 + 3,1416 × (0,5 + 0,4) / 2 = 24 + 3,1416 × 0,45 = 24 + 1,414 = 25,41 м
Это длина ленты без учёта запаса на стыковку.
Конвейер с разными диаметрами барабанов
Если диаметры барабанов существенно различаются (например, D₁ = 630 мм, D₂ = 315 мм), применяется более точная формула:
L = 2A + π × (D₁ + D₂) / 2 + (D₁ − D₂)² / (4A)
Третье слагаемое — поправка на разницу диаметров. На коротких конвейерах с большой разницей в диаметрах она может составить 10–30 мм. На длинных конвейерах ею можно пренебречь.
Пример
А = 6 м, D₁ = 0,63 м, D₂ = 0,315 м.
L = 2 × 6 + 3,1416 × (0,63 + 0,315) / 2 + (0,63 − 0,315)² / (4 × 6)
L = 12 + 1,484 + 0,004 = 13,49 м
Поправка на разницу диаметров — всего 4 мм. В большинстве случаев она не влияет на заказ.
 Асботехнические изделия
Асботехнические изделия
 Инженерные пластики
Инженерные пластики
 Кольца и манжеты
Кольца и манжеты
 Конвейерные ленты
Конвейерные ленты
 Подшипники
Подшипники
 Приводные ремни
Приводные ремни
 Резиновые покрытия
Резиновые покрытия
 Резиновые смеси и клеи
Резиновые смеси и клеи
 Рукава высокого давления
Рукава высокого давления
 Рукава и шланги
Рукава и шланги
 Соединения и хомуты
Соединения и хомуты
 Технические пластины
Технические пластины
 Шнуры и профили
Шнуры и профили
Конвейер с отклоняющими барабанами
Если на трассе конвейера есть отклоняющие (промежуточные) барабаны, лента проходит не по прямой, а по ломаной. В этом случае нужно разделить трассу на прямолинейные участки, рассчитать длину каждого и прибавить длину обхвата каждого барабана.
Длина обхвата одного барабана: l = π × D × α / 360, где α — угол обхвата в градусах, D — диаметр барабана.
Общая длина ленты: сумма всех прямых участков + сумма обхватов всех барабанов.
На практике для сложных трасс проще использовать метод прямого измерения (описан ниже).
Запас на стыковку
Рассчитанная длина — это длина замкнутого кольца. При заказе ленты нужно прибавить запас на стыковку.
| Метод стыковки | Запас на один стык |
|---|---|
| Горячая вулканизация (резинотканевая лента) | 1,0–2,0 м (зависит от числа прокладок и ширины ленты) |
| Холодная вулканизация | 1,0–1,5 м |
| Механические соединители (К27, К28, Alligator) | 0,05–0,1 м (обрезка под 90°) |
| Термосварка (ПВХ, ПУ ленты) | 0,1–0,3 м |
Для вулканизации запас расходуется на ступенчатую разделку концов. Чем больше прокладок в ленте и чем она шире, тем длиннее ступени — и тем больше запас. Точные значения берутся из таблиц производителя ленты.
При механической стыковке замками К27/К28 лента обрезается «в торец», запас минимален — фактически расходуется только на ровный рез.
Запас на натяжение
Помимо стыковки, нужно учесть ход натяжного устройства. Натяжная станция компенсирует вытяжку ленты в процессе эксплуатации — новый ремень удлиняется на 1,5–3,5% в первые часы работы (зависит от типа каркаса).
Ход натяжки рассчитывается по формуле:
lн = kF × kн × ε × A + kс × B
Где ε ≈ 0,035 — нормируемое удлинение ленты, kF — коэффициент использования ленты, kн — коэффициент угла наклона, kс — коэффициент типа натяжки (винтовая — 0,3–0,5, грузовая — 1,0), B — ширина ленты, A — межосевое расстояние.
На практике для типового конвейера с винтовой натяжкой натяжная станция должна обеспечить ход 1–2% от межосевого расстояния. Лента заказывается с расчётом, что при полностью выбранном натяжении остаётся запас хода 30–50%.
Как измерить длину без расчёта
Если документация утеряна или конвейер имеет сложную трассу, длину ленты проще измерить напрямую. Два рабочих метода:
Метод «старт-стоп»
Нанести метку на ленту. Провернуть ленту до максимально удалённой точки, поставить вторую метку, измерить расстояние между метками. Продолжать, пока ленту не прокрутите полный оборот. Сумма всех отрезков = длина ленты.
Метод снятия ленты
Снять ленту с конвейера, разложить на ровной поверхности, измерить рулеткой. Самый точный способ, но требует демонтажа.
Измерение рулона
Если лента в рулоне и нужно узнать длину без размотки, используется формула:
L = π × (D² − d²) / (4t)
Где D — наружный диаметр рулона, d — диаметр втулки (внутренний), t — толщина ленты. Все размеры в одинаковых единицах (мм или м).
Итоговая формула заказа
Длина ленты для заказа = расчётная длина кольца + запас на стыковку + запас на обрезку дефектных концов (0,3–0,5 м).
Пример: расчётная длина 25,41 м, горячая вулканизация (запас 1,5 м), обрезка (0,5 м).
Заказ: 25,41 + 1,5 + 0,5 = 27,41 м → заказываем 28 м (округление до целого метра вверх).
Нужна консультация или расчёт?
Отправьте запрос — технолог подготовит расчёт и подберёт нужную продукцию