Лента сошла вбок — конвейер стоит. В лучшем случае — просыпание груза и остановка на регулировку. В худшем — разрыв борта ленты, повреждение рамы, перегрев привода. На горнодобывающих предприятиях сход ленты входит в число основных причин аварий с возгоранием.
Проблема в том, что боковой сход — это всегда следствие. Причина лежит в геометрии конвейера, состоянии ленты или ошибках загрузки. Пока причина не найдена, любая регулировка будет временной. Разберём все типичные причины и конкретные методы устранения.
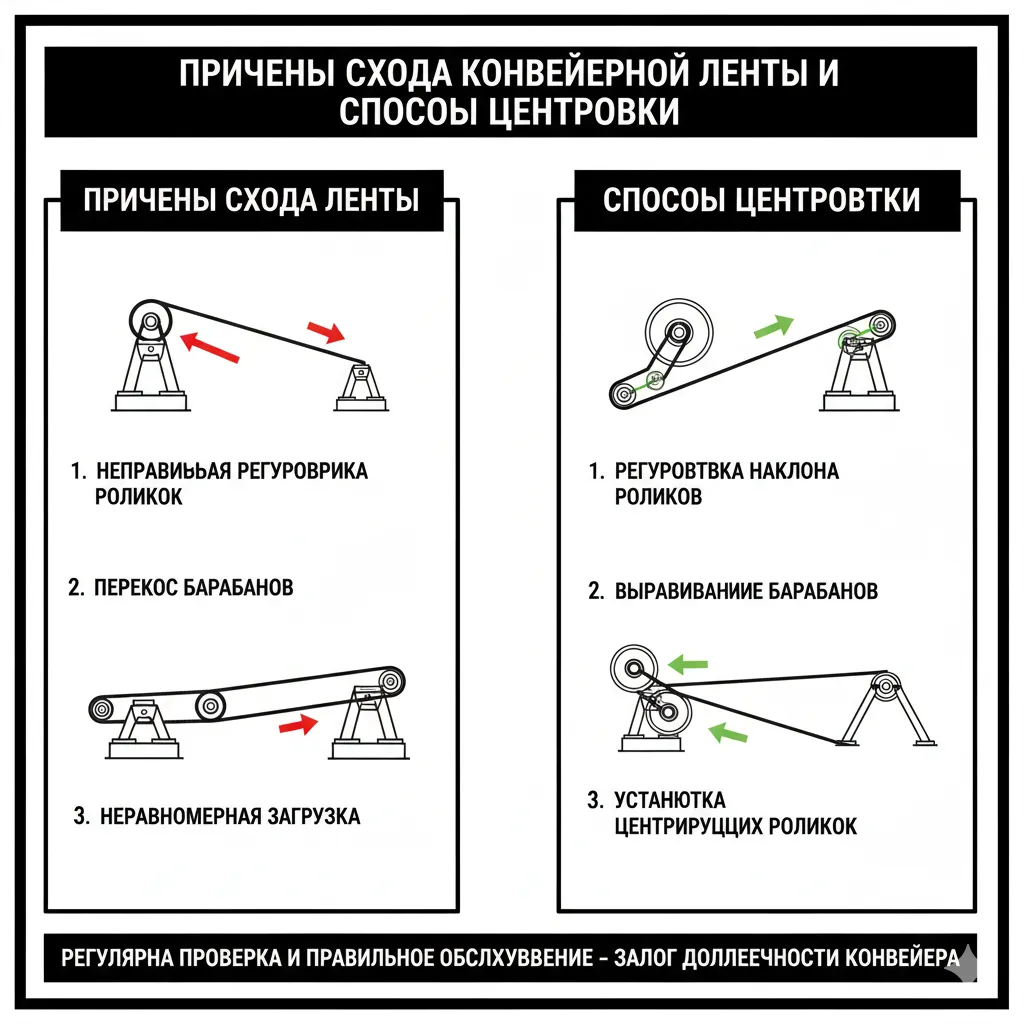
Причины схода ленты
Все причины делятся на три группы: проблемы конвейера, дефекты ленты и ошибки эксплуатации.
Проблемы конвейера
- Непараллельность осей барабанов. Самая частая причина. Оси приводного, натяжного и отклоняющих барабанов должны быть строго параллельны друг другу и перпендикулярны продольной оси конвейера. Отклонение даже на 2–3 мм на метр ширины приводит к постоянному сходу.
- Перекос роликоопор. Роликоопоры установлены не параллельно друг другу или не перпендикулярно ставу. Одна перекошенная роликоопора способна сместить ленту.
- Неровность рамы (става). Перепад высот опорных поверхностей в одном поперечном сечении не должен превышать 2 мм. Если конвейер стоит на неровном основании — лента будет уходить в сторону уклона.
- Повреждение футеровки барабана. Односторонний износ или отрыв футеровки создаёт разницу в коэффициенте трения — лента смещается в сторону меньшего трения.
- Налипание материала на барабаны и ролики. Грязь, налипший груз или лёд увеличивают диаметр с одной стороны — эффект тот же, что и при повреждении футеровки.
- Заклинивший ролик. Неисправный подшипник ролика создаёт локальное сопротивление — ленту тянет в сторону.
Дефекты ленты
- Серповидность. Естественная кривизна ленты по длине. Присутствует у большинства лент, но в норме не превышает допустимого отклонения. При сильной серповидности лента постоянно уходит в одну сторону вне зависимости от регулировки.
- Кривой стык. Если концы ленты состыкованы с перекосом — стык при каждом проходе через барабан смещает ленту. Определяется визуально: лента «гуляет» с периодичностью, равной длине одного оборота.
- Неравномерный износ. Старая лента с разной толщиной обкладки по ширине ведёт себя так же, как серповидная.
Ошибки эксплуатации
- Нецентральная загрузка. Груз падает на ленту со смещением к одному борту. Асимметричная нагрузка смещает ленту в сторону более нагруженного края.
- Недостаточное натяжение. Лента провисает между роликоопорами, проскальзывает на барабане и уходит вбок. Оптимальное рабочее натяжение — около 1% от длины ленты.
- Избыточная скорость. На высоких скоростях инерционные силы усиливают любое отклонение.
Диагностика: как найти причину
Перед регулировкой нужно определить, с чем именно связан сход. Порядок проверки:
- Запустить конвейер без нагрузки. Если лента уходит вхолостую — проблема в геометрии конвейера или дефекте ленты.
- Проверить, постоянный ли сход или периодический. Периодический (с частотой одного оборота ленты) — кривой стык или серповидность. Постоянный — перекос барабана или роликоопоры.
- Проверить горизонтальность рамы строительным уровнем по всей длине.
- Проверить параллельность осей барабанов — натянутой нитью или лазерным уровнем.
- Осмотреть барабаны и ролики на налипание материала, повреждение футеровки, заклинивание подшипников.
Способы центровки
Регулировка барабанов
Основной метод для устранения постоянного схода. Регулировка выполняется винтовыми натяжителями на натяжном барабане:
- С той стороны, куда уходит лента, винт ослабляют.
- С противоположной стороны — подтягивают.
- За один раз — не более полуоборота винта. После каждой коррекции запускают ленту вхолостую и наблюдают результат в течение нескольких оборотов.
Приводной барабан регулировать сложнее — его положение фиксируется жёстко. Если сход вызван перекосом приводного барабана, требуется переустановка с выверкой соосности.
 Асботехнические изделия
Асботехнические изделия
 Инженерные пластики
Инженерные пластики
 Кольца и манжеты
Кольца и манжеты
 Конвейерные ленты
Конвейерные ленты
 Подшипники
Подшипники
 Приводные ремни
Приводные ремни
 Резиновые покрытия
Резиновые покрытия
 Резиновые смеси и клеи
Резиновые смеси и клеи
 Рукава высокого давления
Рукава высокого давления
 Рукава и шланги
Рукава и шланги
 Соединения и хомуты
Соединения и хомуты
 Технические пластины
Технические пластины
 Шнуры и профили
Шнуры и профили
Регулировка роликоопор
Работает на основе правила: лента смещается в сторону отстающего края ролика. Для возврата ленты нужно повернуть роликоопору в горизонтальной плоскости так, чтобы передний (по ходу ленты) край ролика сместился в сторону, противоположную сходу.
На желобчатых роликоопорах дополнительный эффект даёт наклон боковых роликов на 2–3° вперёд по ходу ленты. Это создаёт центрирующее усилие.
Самоцентрирующие роликоопоры
Устанавливаются на став вместо обычных роликоопор. Конструкция: ролик закреплён на шарнирной опоре, боковые части свободно отклоняются. При смещении ленты давление на один край ролика возрастает, ролик наклоняется и возвращает ленту к центру.
Два типа самоцентрирующих роликоопор: с дефлекторными (боковыми) роликами и без них. Дефлекторные ролики дополнительно ограничивают крайние положения ленты.
Рекомендуемые места установки: перед натяжным барабаном, перед приводным барабаном, на выпуклых участках трассы. На протяжённых конвейерах (более 100 м) — каждые 30–50 м.
Сводная таблица: причина → решение
| Причина схода | Признак | Решение |
|---|---|---|
| Непараллельность осей барабанов | Постоянный сход в одну сторону на холостом ходу | Регулировка винтовыми натяжителями, выверка соосности |
| Перекос роликоопор | Сход на участке 2–3 роликоопор | Поворот роликоопоры в горизонтальной плоскости |
| Неровность рамы | Сход в сторону уклона | Выравнивание рамы (допуск — 2 мм в сечении) |
| Повреждение футеровки барабана | Сход к стороне с изношенной футеровкой | Замена или восстановление футеровки |
| Налипание на барабан / ролики | Периодический или нарастающий сход | Очистка, установка скребков |
| Кривой стык | Периодический сход (раз в оборот ленты) | Перестыковка ленты |
| Серповидность ленты | Постоянный сход, не устраняется регулировкой | Замена ленты или компенсация самоцентрирующими роликами |
| Нецентральная загрузка | Сход только под нагрузкой | Центрирование загрузочного устройства |
| Недостаточное натяжение | Провисание, проскальзывание, рывки | Натяжение до 1% от длины ленты |
Профилактика
Сход ленты проще предотвратить, чем устранять на работающем конвейере. Три правила, которые экономят время и деньги: проверять соосность барабанов и горизонтальность рамы при каждом монтаже ленты; устанавливать самоцентрирующие роликоопоры на этапе сборки конвейера, а не после первого схода; контролировать натяжение и чистоту барабанов при каждом плановом ТО.
Нужна консультация или расчёт?
Отправьте запрос — технолог подготовит расчёт и подберёт нужную продукцию